Have you ever gone to the range with a new AK-47, and the sights are way off?
You go and buy a cheap front sight tool just to do a quick adjustment, and the cheap tool bends instead of adjusting the front sight? Yeah me too.
(never do this. It is for entertainment purposes only)
Here is a picture of this hot garbage I purchased about ten years ago.

No pictures of the first part due to a brain fart. My apologies.
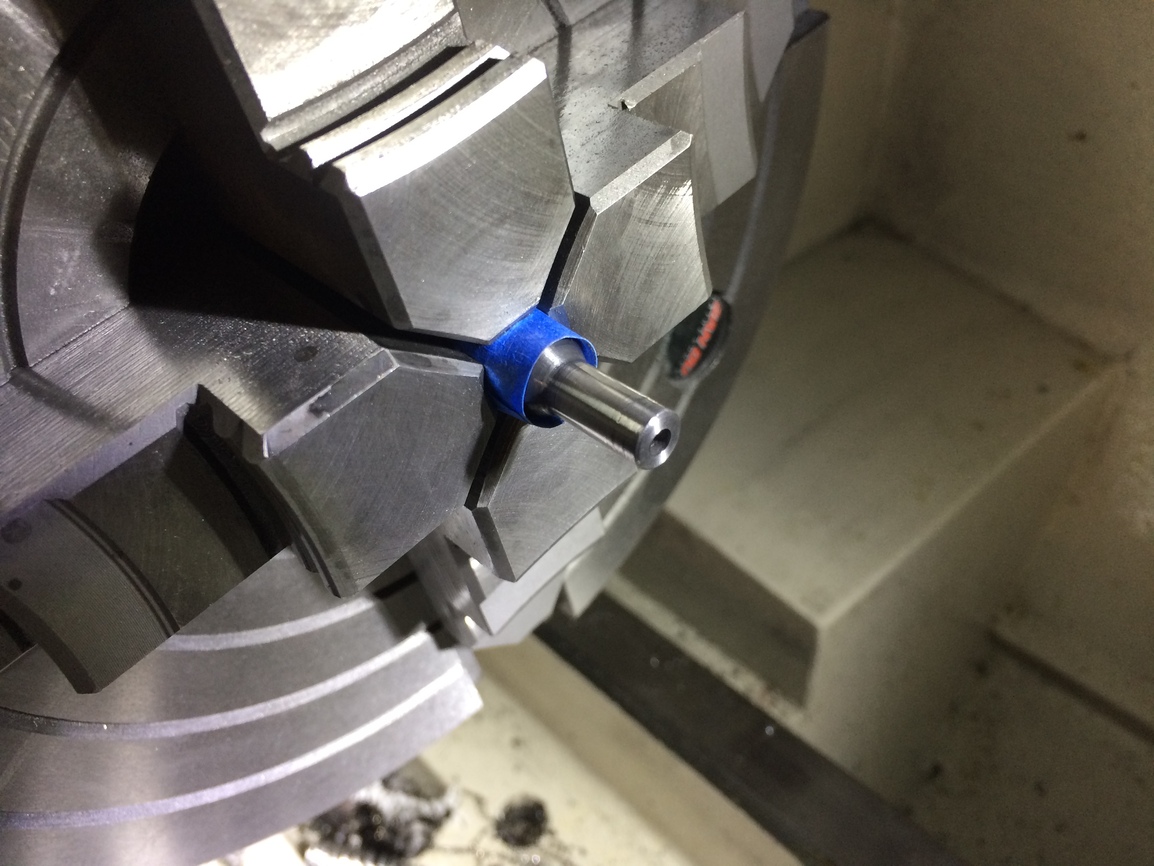
I put a piece of 2” round cold rolled 1018 steel in the 4 jaw chuck. Indicated to .001” faced the stock about .007”. Drilled a .625” hole in the center of the part, and parted to a thickness of ~.600”. Break the sharp edges of the part before fully parting.
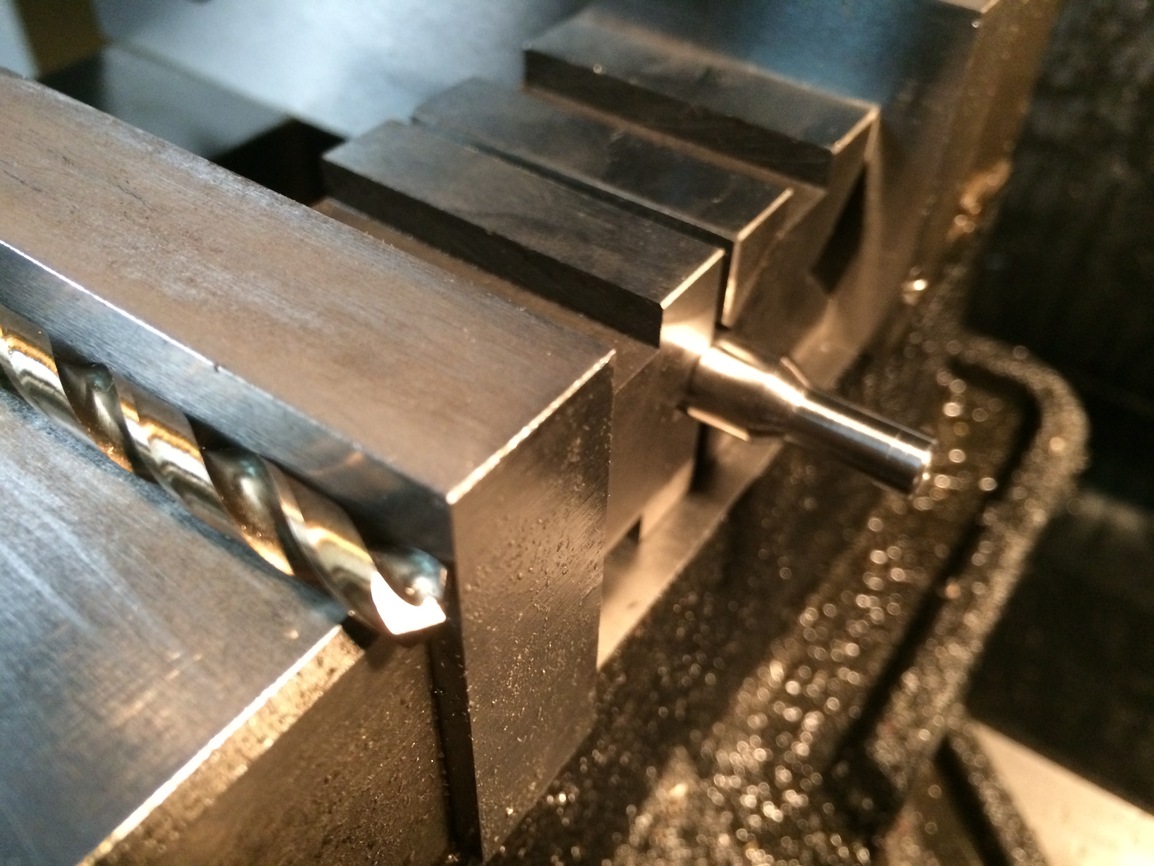
Now we can go to the mill. Install your freshly parted stock in the vice to cut some flats.

The flat cut was ~.035” from touch off from the surface. This should yield a flat surface in the (x) travel of ~.650”.
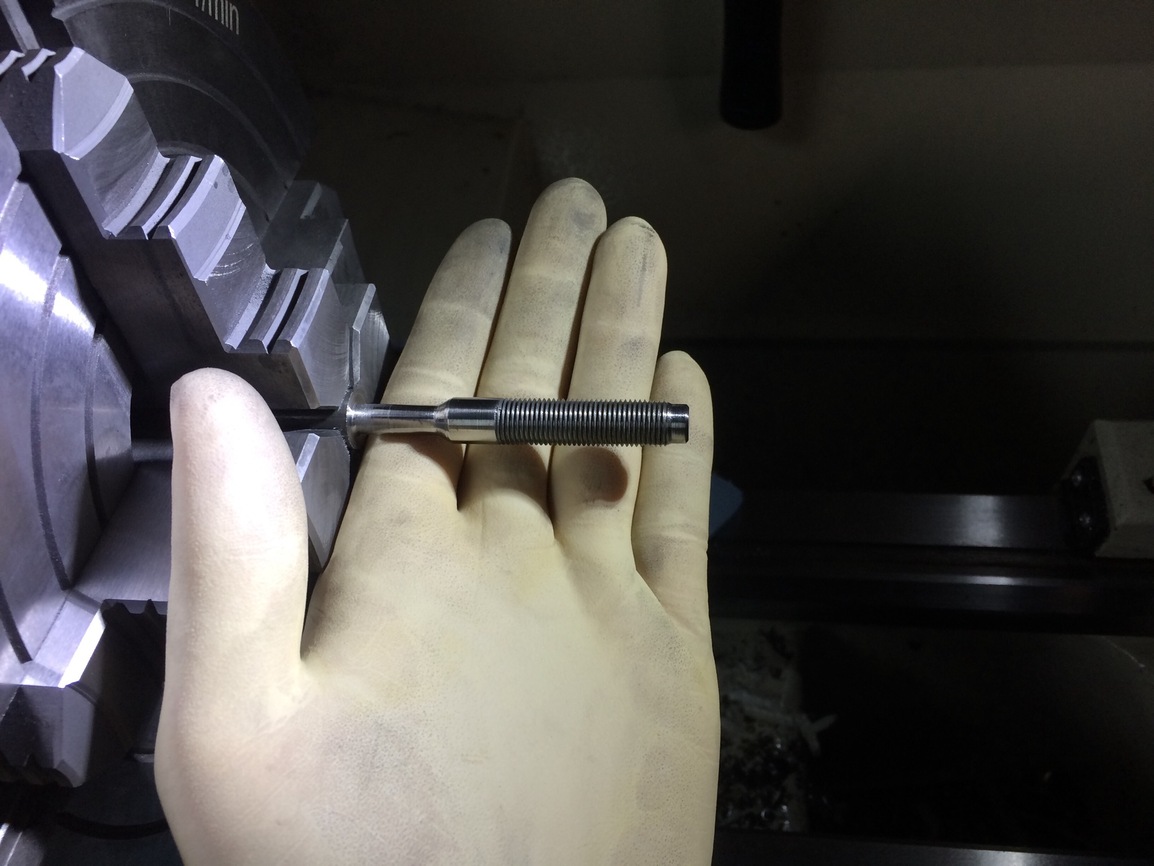
The threads I am shooting for is 10mm X 1.0, generally speaking when cutting metric threads subtract 1mm of diameter of the thread you want to cut to find the size drill bit to use.
For the more technical guys the formula is ( drill size= Basic major diameter of thread- %of full thread x pitch (mm) / 76.98). So for the thread I’m after 10mmX1.0 this is the calculation ( 70 X 1.0= 70 / 76.98=0.9093271) (10-0.9093271= 9.096729) rounding up 9.1mm drill bit. Being I’m in America I used a 23/64 drill bit. This is only a difference of .0011” in diameter.
Thank you to the two people that are still reading this thread.
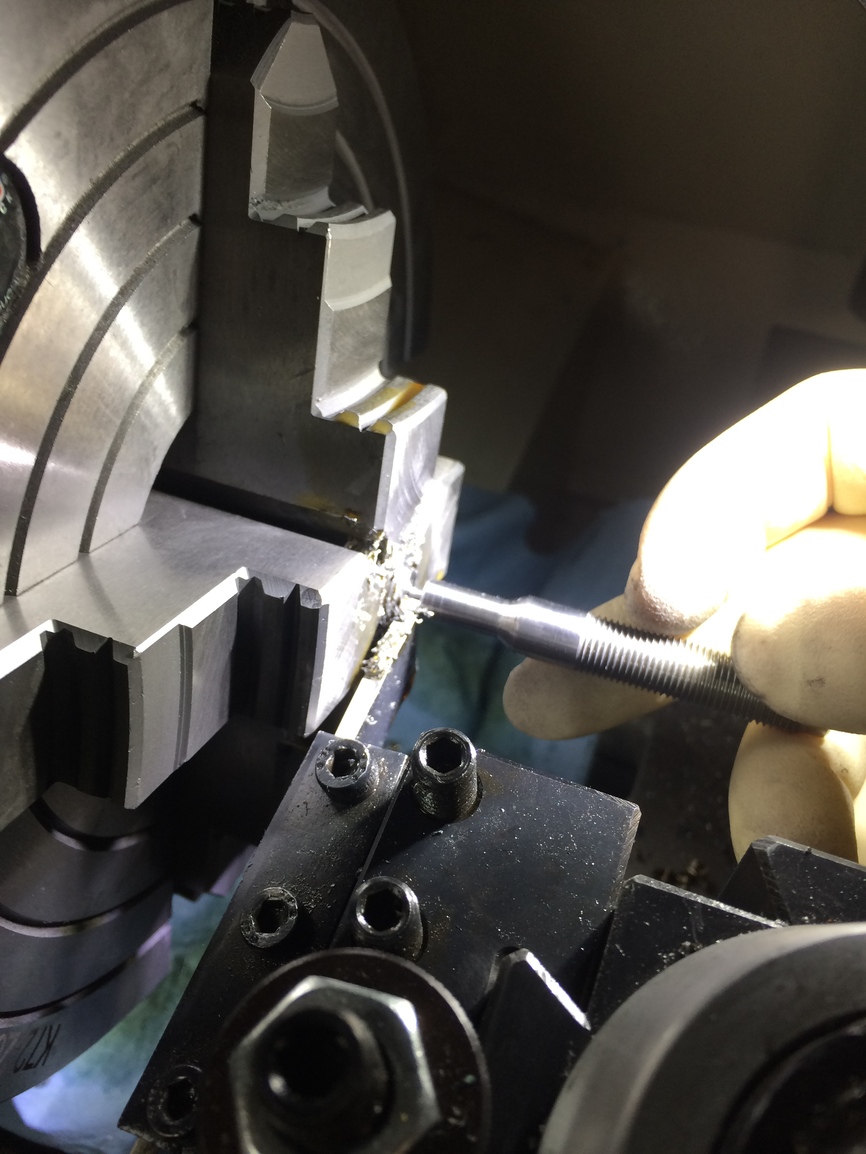
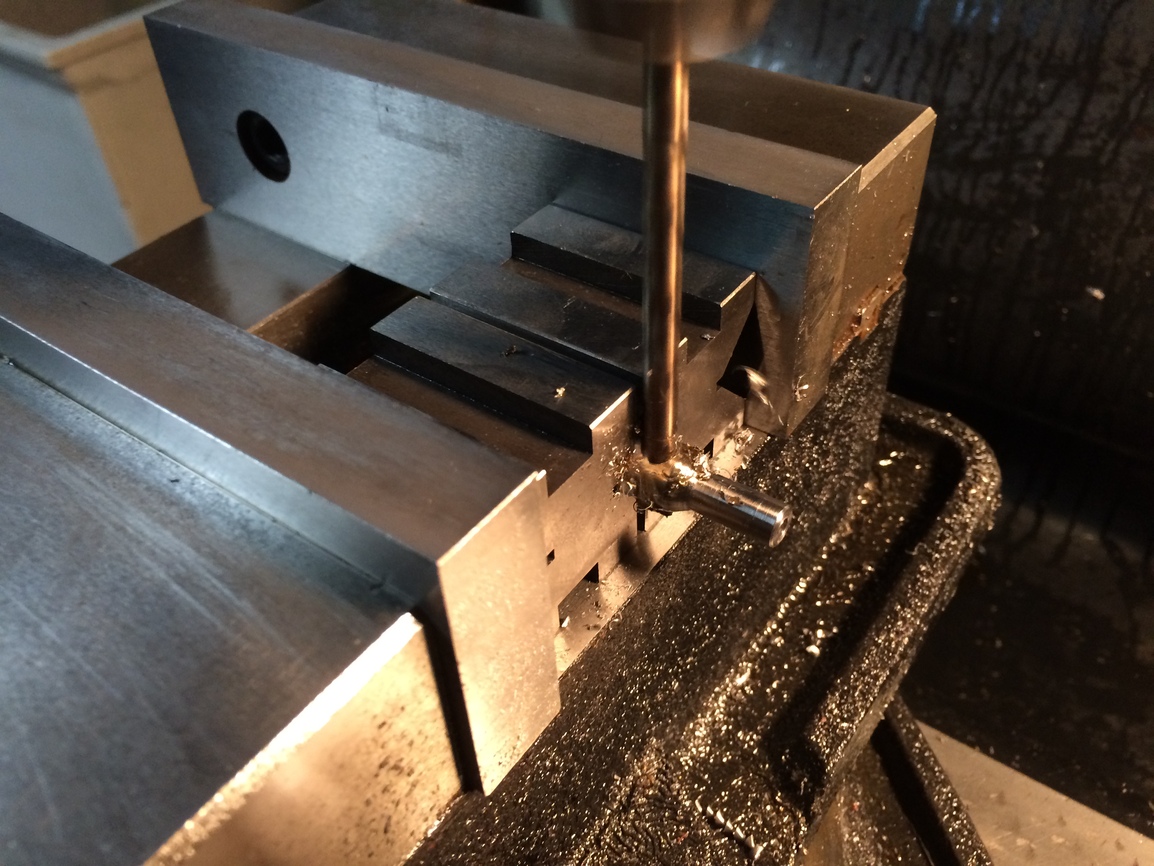
Drill through the part all the way through the other side. Power tap, or hand tap your threads.
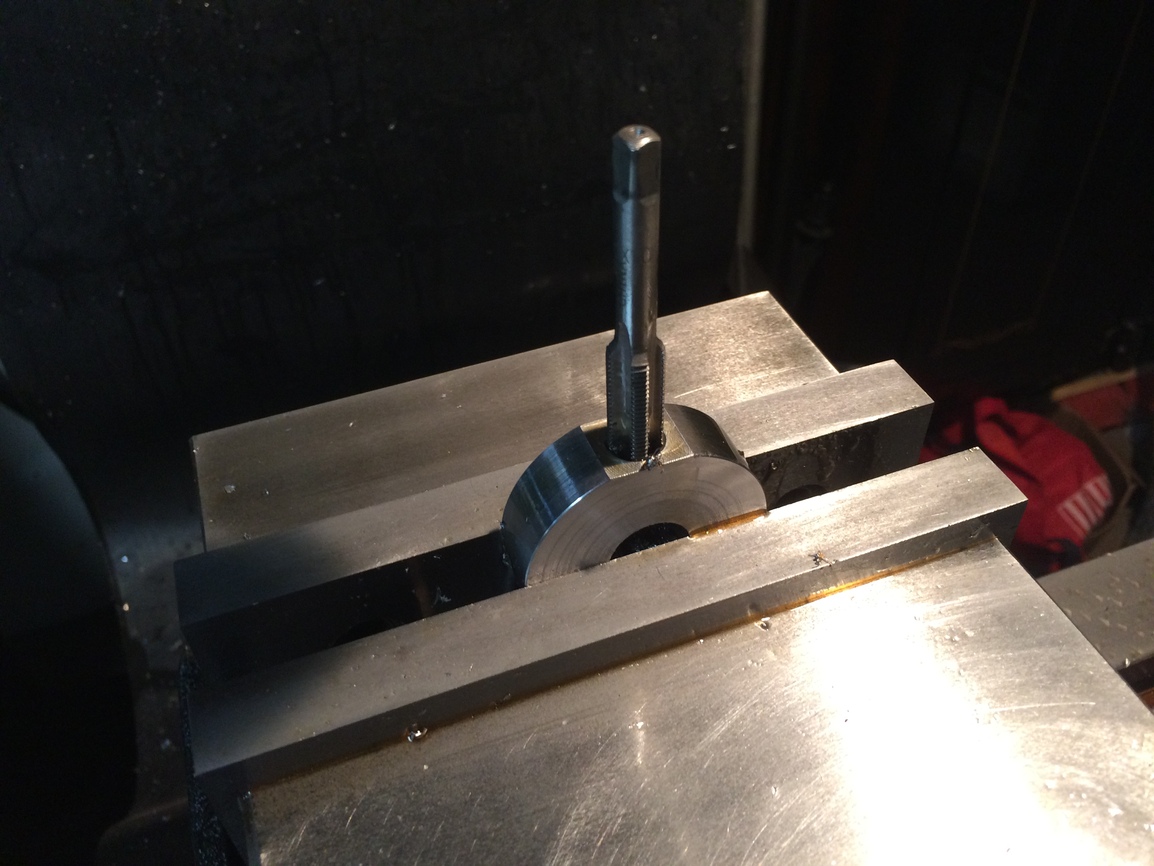
Chamfer the hole so it’s not sharp.

Remove your part and cut a flat 180 degrees.

The front sight barrel is .400” in diameter. I used a 27/64 drill to add some clearance for the drum.

Chamfer that side too, so it’s not razor sharp.

Now that we have to flats 180 degrees from one another we can clamp the piece in the vice horizontal.

Center a 5/8 end mill. Cut .300” on the x axis in both directions. Take small cuts at at time not at full depth if you have a smaller mill.


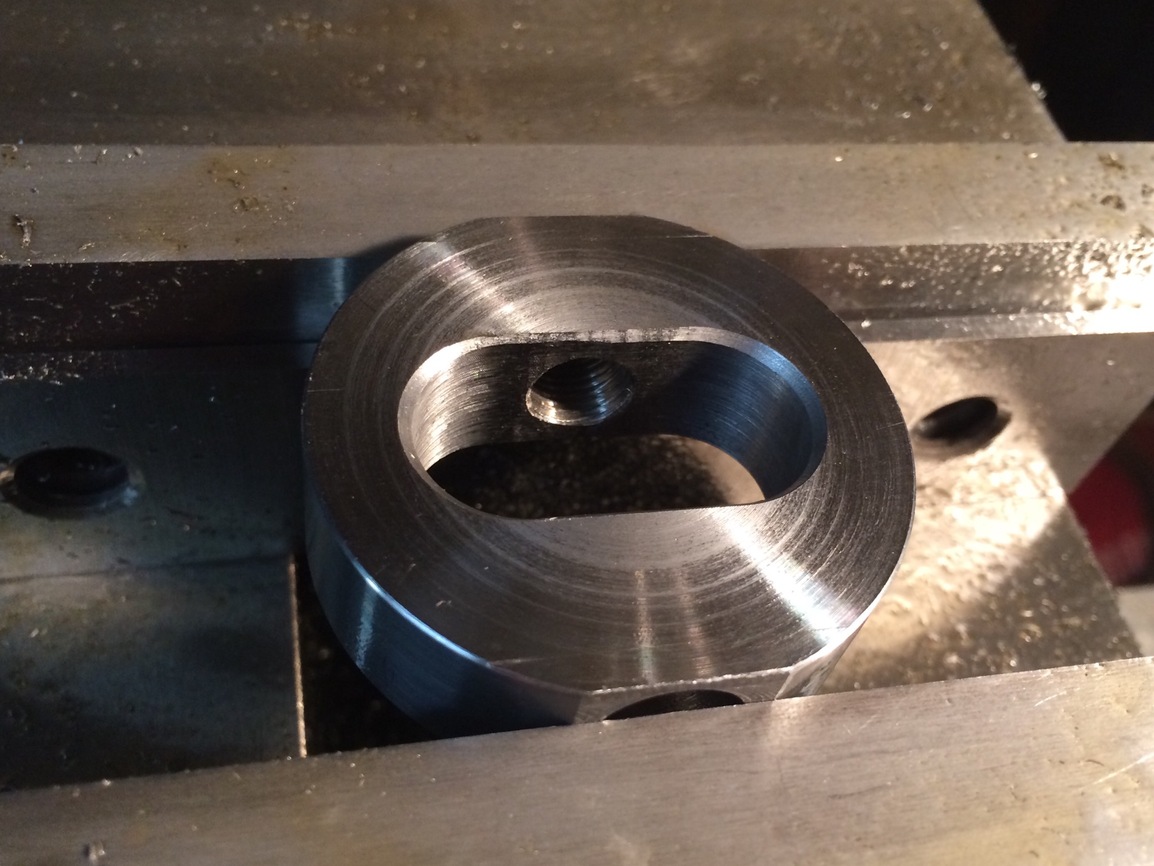
Chamfer both sides of the oval.
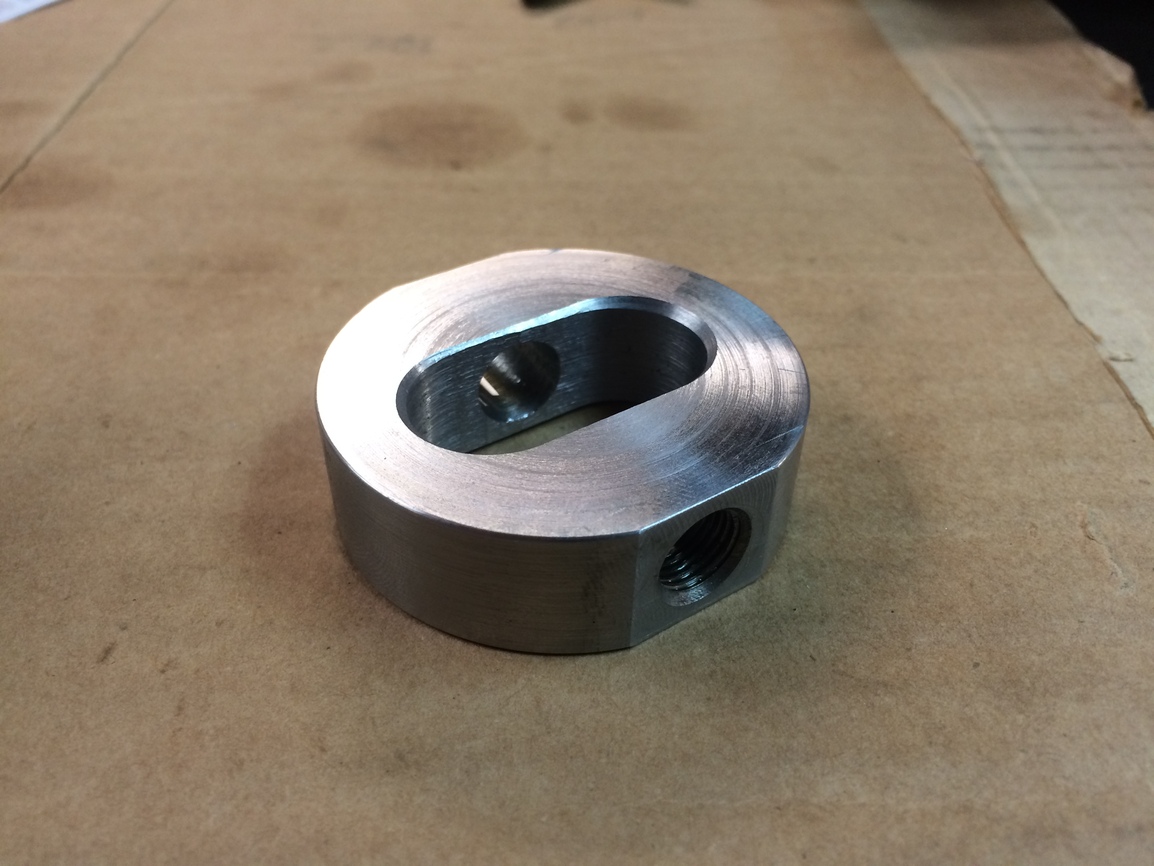
Now we have a good base to use.

Remember, be safe and have fun.