Hi everyone. I have very little free time in my life, but the time I do have I like to do some light smithing. I am fortunate enough to have found a HK G3A4 kit with barrel!
Before we get into this you should check into your local fed and state laws to stay legal and avoid any trouble from the batfe.
If you get a kit find out how many U.S. parts you will need to stay R922,and what full-auto blocking parts you will need to stay compliant. Do your research it’s cheaper than a lawyer.
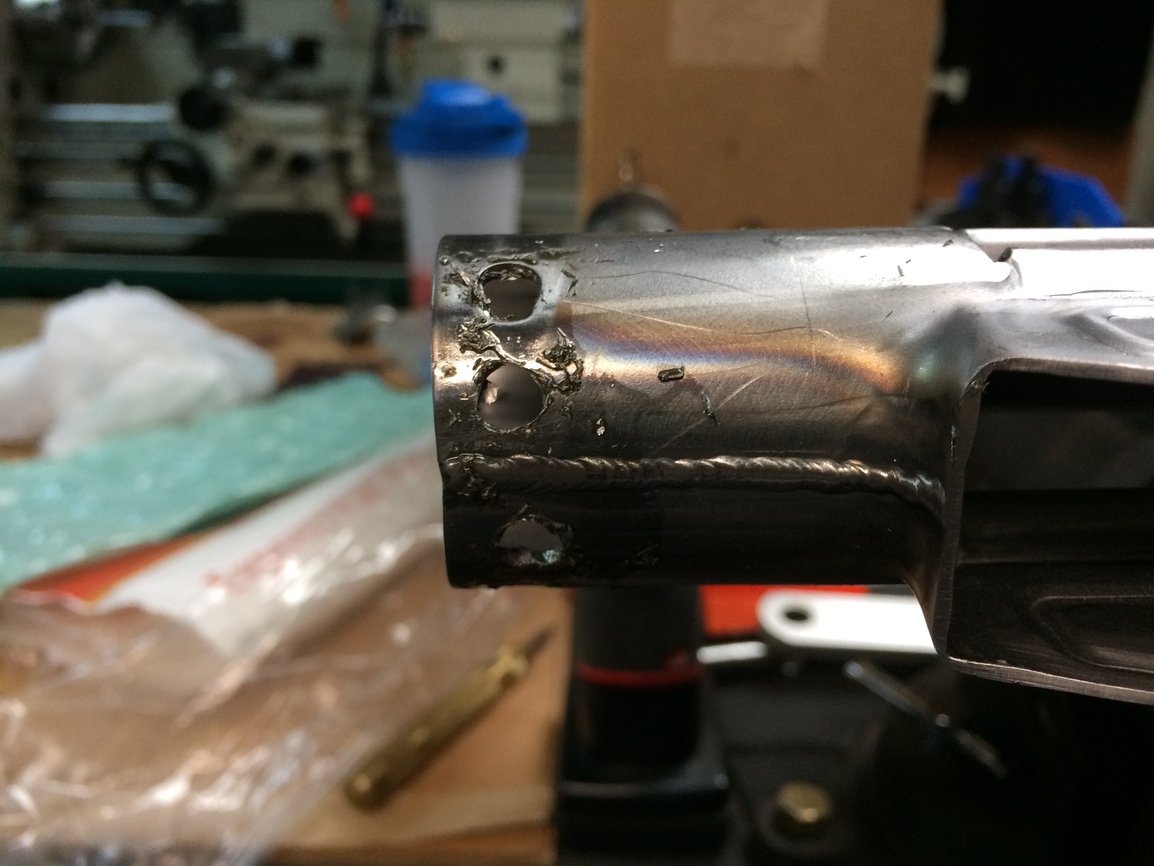
Here is our patient!

Part one will focus on removing the front trunnion, and charge tube.

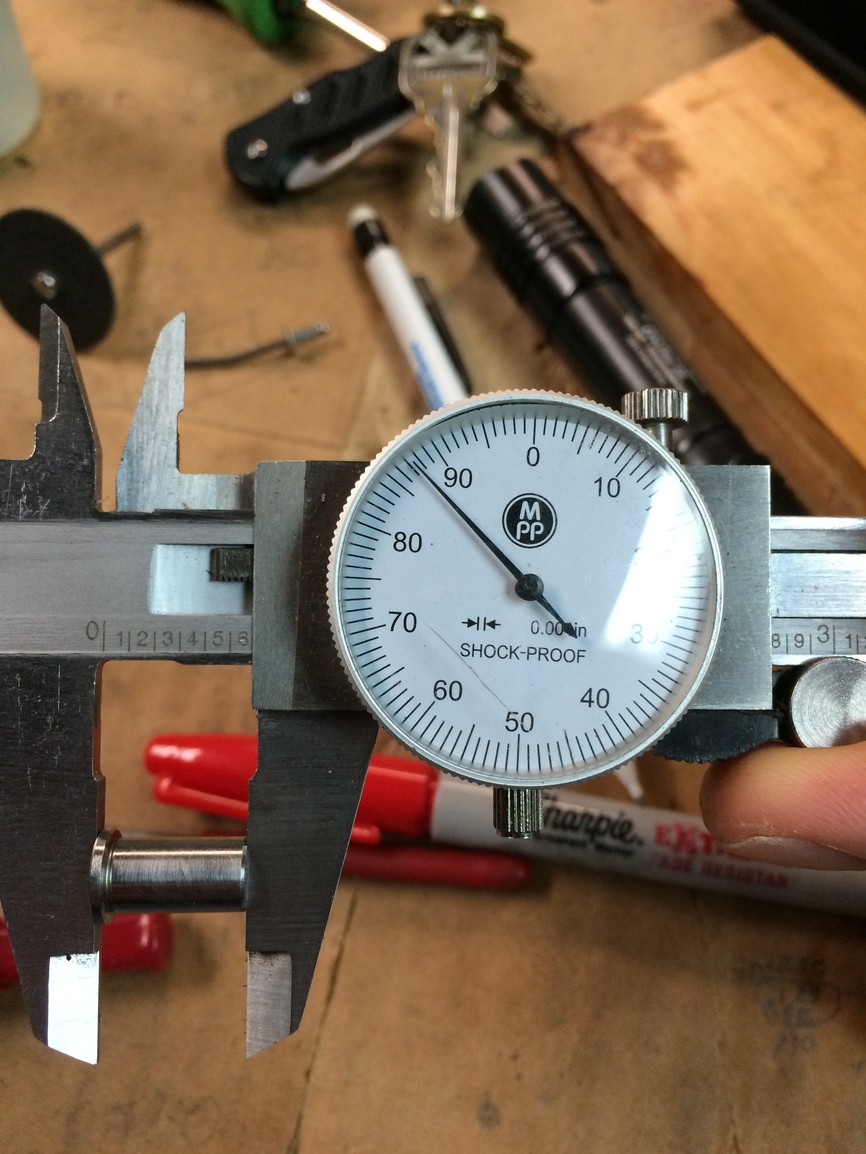
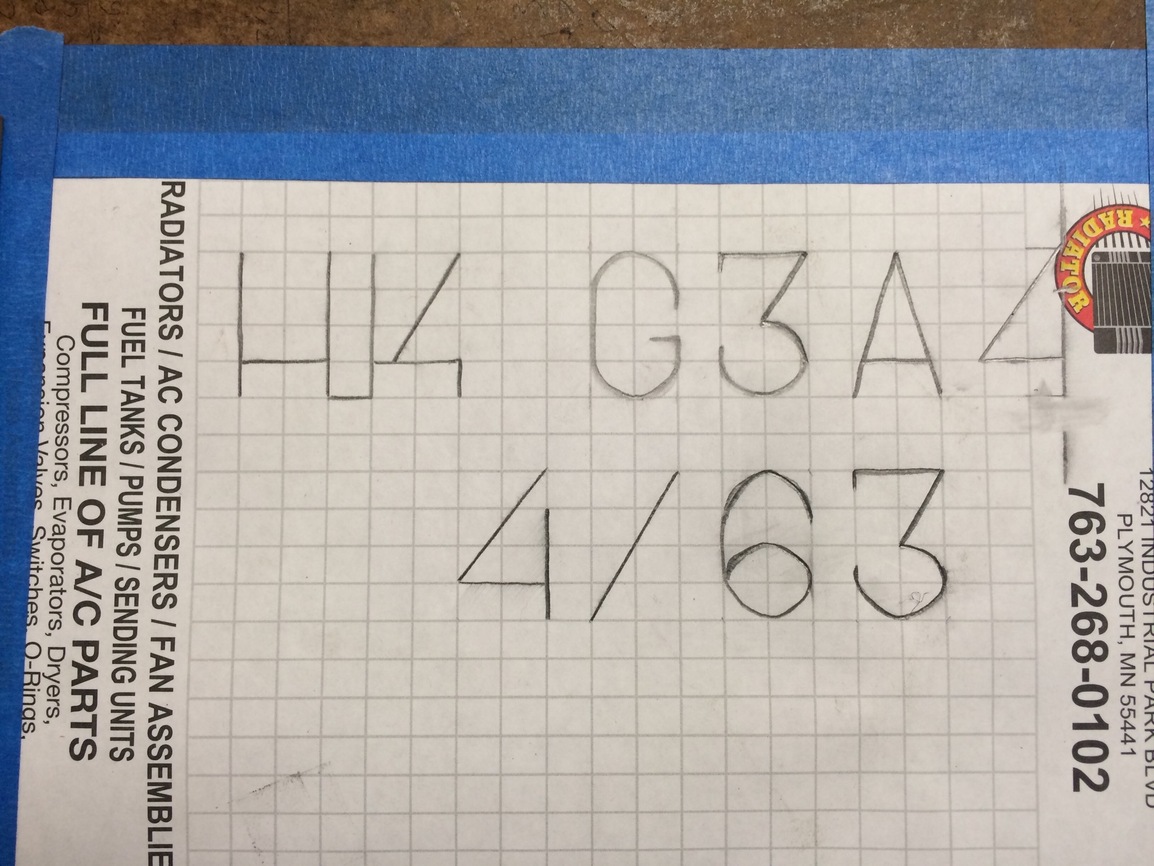
Take pictures and measure all points for when you weld later.
The HK G3A4 and others like PTR and Spanish CETME rifles will all have a inner tube inside of the charge tube. Be carful when cutting off the trunnion so not to hit the tube or cut to deep.

Start by making a horizontal cut on the recever between the charge tube and the front trunnion.


Now cut along the weld across the top. Don’t cut to deep!

Now find and cut into the spot welds on the tube. Not to deep. Use a flat blade screwdriver to help pry up. Cut a little at a time with a dremel and go slow.






There is more than one way to skin a cat so do it in a way and speed that makes you comfortable.
Now that the tube is off you can start filling the spot welds down. Again go slow.




Always cut in a way that will leave you with more material on the parts you keep.
You can see here that i favored the recever side. Now to clean up the mating face of the tube. I’m going to cheat and use a lathe, but you don’t need one.


Now you can start removing the spot welds on the front trunnion. Go slow and use a screw driver to help pry up on the recever.




Go slow cutting off the rear weld on the trunnion. Try not to gouge the rear facing area of the trunnion because this will mate up to the new recever.



Now you can file down the high spots from the welds.



This will conclude part one.
Be safe and have fun!