
FORUM DOWN 2.0
Thank you Stan for alerting me, found I’m locked out of our server, password is not working and I can’t change it, so I have […]
Our emails are going to spam, this includes registration and subscription emails,
please check your folder and click "report not spam"

Thank you Stan for alerting me, found I’m locked out of our server, password is not working and I can’t change it, so I have […]

Owen Shroyer on his May 1st War Room show reported on H.R.6090 – Antisemitism Awareness Act of 2023 Owen made it sound pretty scary, I’ll
Now its the world famous traveling thread with over 20k served! you know what to do! (register for an account here for full feature list)
The world famous Ricky Evans (Beltfed) good morning and BS thread Read More »
The recent server issue presents the opportunity to jazz up the blog Take a look at the “choose a topic” menu option 👀 See an

Matthew 22:2 The kingdom of heaven is like unto a certain king, which made a marriage for his son, That’s a parable, which is a saying
…outer darkness III – adulterous and sinful generation… Read More »

This is a follow up to a previous post that concerns the topic of Church authority I thank all the participants in the Full30 forum
…outer darkness II – a sons rebellion Read More »
What is a Bump Key? A bump key is one of the many tools at a locksmith’s disposal to pick and defeat typical house locks,
Bump Key vs. Key Bump: One is a Lock Pick Tool, and One is Illegal Read More »

I did a required update late 11/11 , it crashed the forum, I exhausted what I could try and reached out for help. Someone has

It’s no surprise why you can buy an old used Marlin 1895 SBL and shoot it better than a newgun. The rifle is extremely reliable
How To Maintain Your Marlin 1895 SBL Read More »
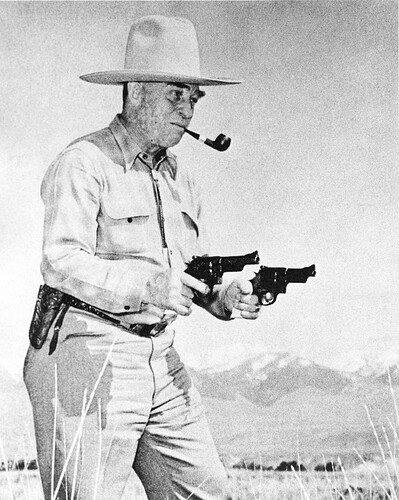
HELLO FULL30 READERS! Today we have our first tribute article, and with his help we’re giving Albert Fernandez the credit he deserves for his effort
SIXGUNS.COM – A TRIBUTE Read More »